

Fabrication de presses plieuses CNC de haute qualité
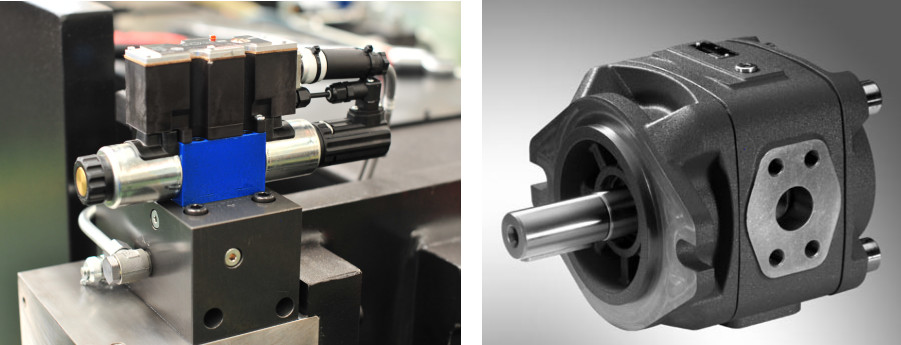
1. Un système électro-hydraulique est adopté pour contrôler les deux vérins afin d'obtenir une précision de contrôle synchronisée élevée, une précision de pliage élevée et une précision de repositionnement élevée.
2. Un système de compensation automatique de la déformation mécanique est utilisé pour pallier l'influence de la déformation du coulisseau lors du pliage sur la qualité de la pièce. Le taux de compensation est ajusté automatiquement par le système CNC afin d'optimiser la précision.
(1) La machine est compensée par une structure de réglage bidirectionnelle, qui peut satisfaire la compensation de la direction transversale et longitudinale de la machine.
(2) La méthode de compensation de points denses est adoptée pour rendre la précision de pliage plus précise.
(3) la compensation de flexion du matériau de même épaisseur de plaque une fois en place, différente de la compensation hydraulique et du mouvement d'avant en arrière de la structure, la compensation mécanique réduit considérablement la déformation par fatigue de l'établi de la machine-outil, améliorant sa durée de vie ;
(4) Utilisez un réducteur spécial et un potentiomètre de haute précision pour contrôler avec précision la précision de la compensation.
(5) Contrairement à la structure à trois plaques de la table de travail à compensation hydraulique, cet appareil adopte une conception de table de travail à plaque unique, ce qui permet d'éviter efficacement les interférences lors du pliage de la pièce.
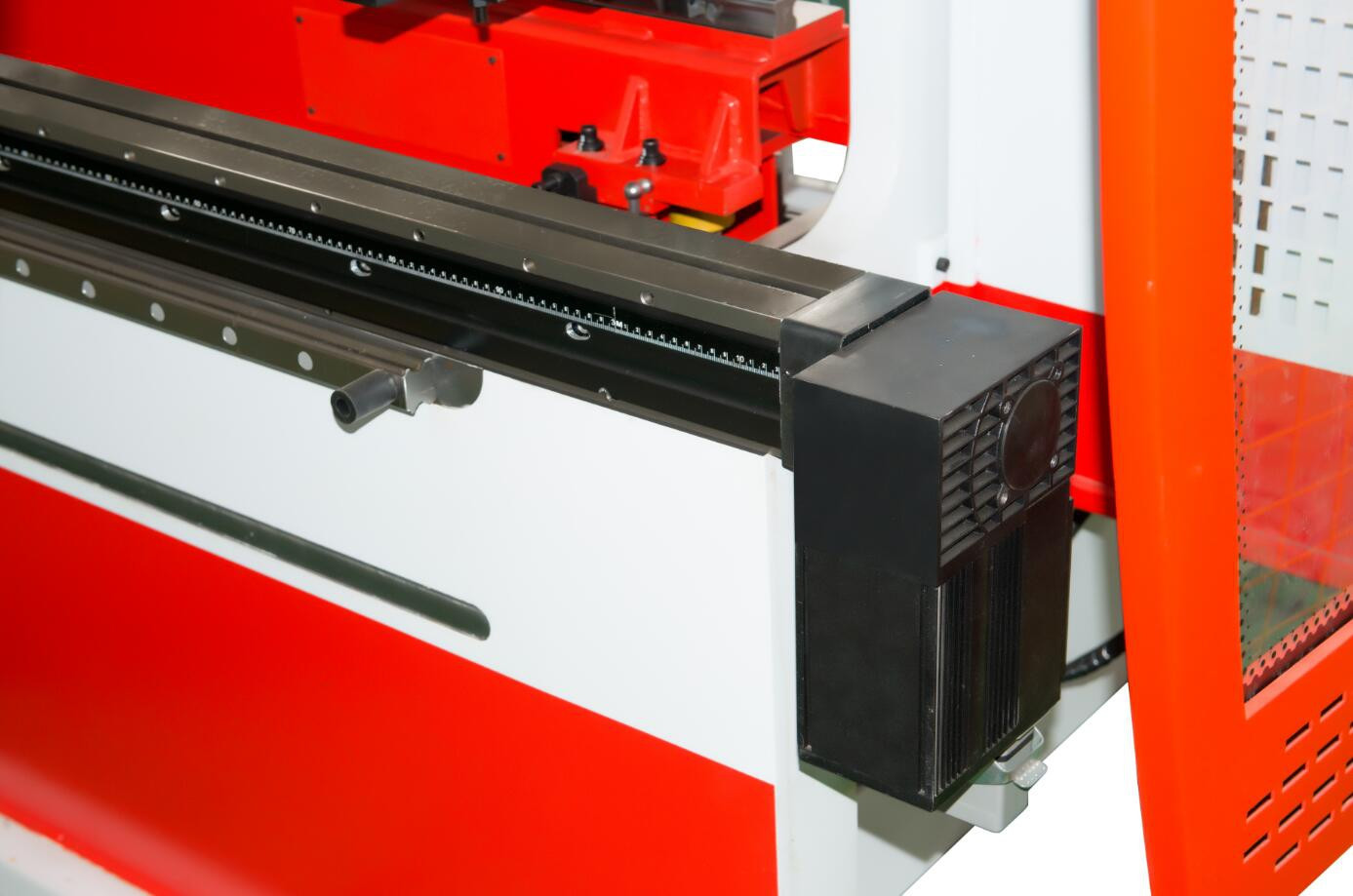
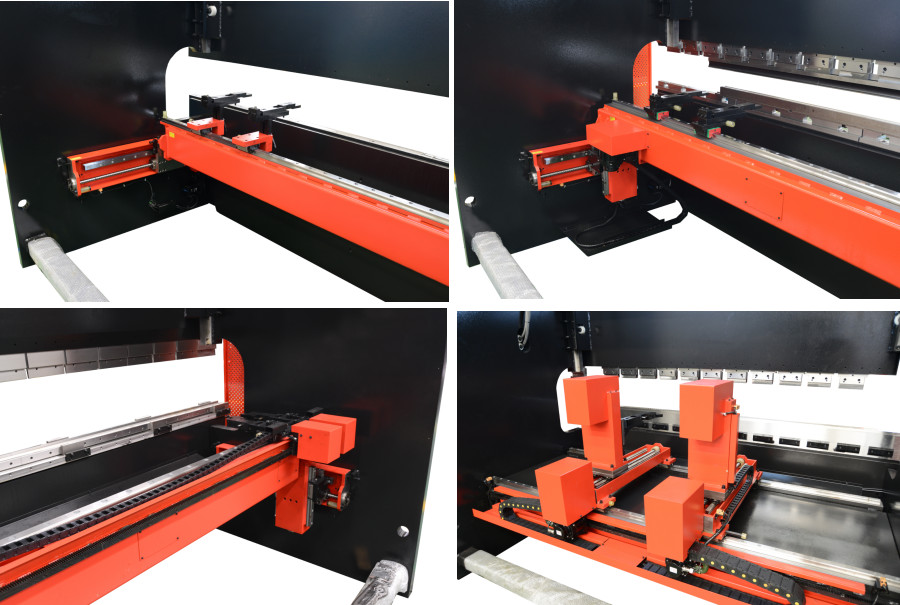
3. Butée arrière multifonctionnelle extensible sur 6 axes : axes X1 et X2 pour le déplacement longitudinal, axes R1 et R2 pour le déplacement vertical et axes Z1 et Z2 pour le déplacement latéral. Le pliage des pièces est ainsi réalisé avec une grande flexibilité.
4. Le cadre est assemblé en une seule étape après soudage, il est traité par un centre d'usinage pentaédrique CNC, garantissant la rigidité et la précision de traitement du cadre.
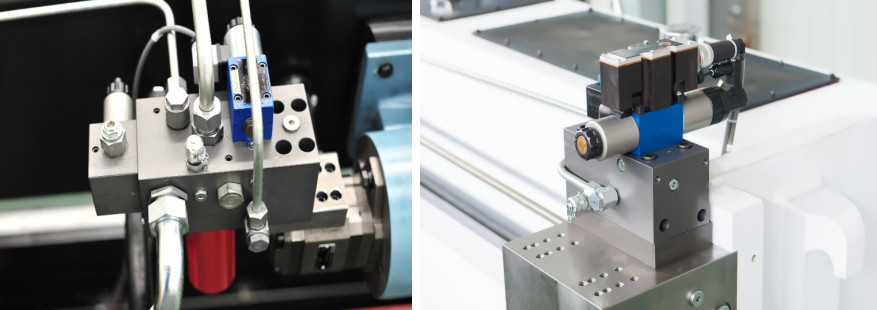
5. Le système de commande hydraulique intégré réduit la longueur des canalisations, évitant ainsi les fuites d'huile et améliorant la stabilité des performances, tout en embellissant l'apparence de la machine.

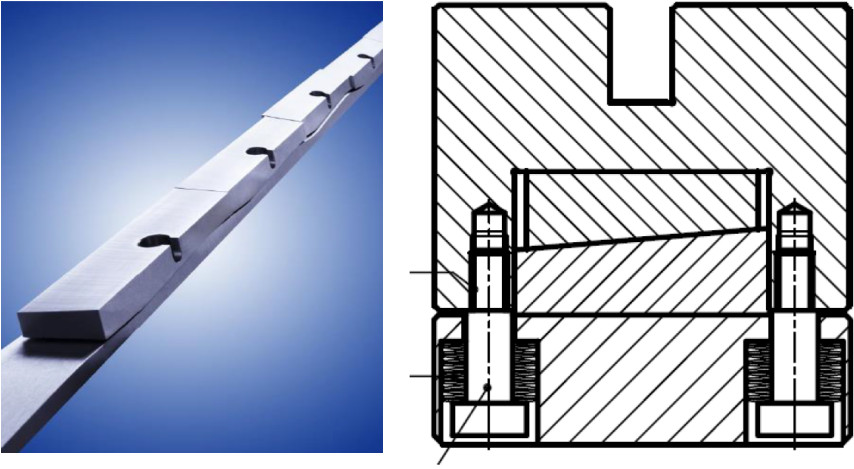
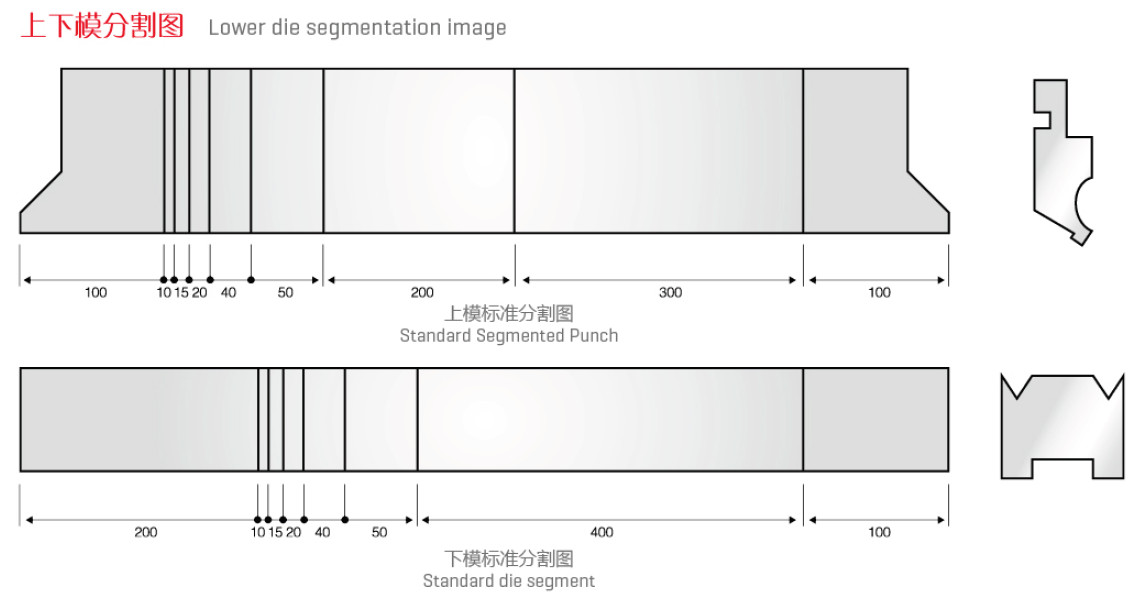
6. Le poinçon segmenté peut être combiné avec une certaine longueur en fonction des exigences de pliage de la pièce spéciale.
7. Un système de serrage automatique par poinçonnage hydraulique ou un système de serrage rapide mécanique peuvent être installés en option pour réduire la charge de travail et améliorer l'efficacité du travail.

8. Le système CNC est un système Delem. Ce système est doté d'un circuit électronique de dernière génération, d'un écran TFT couleur haute résolution et d'un menu multilingue. Il s'agit d'un système de commande de pointe pour machines plieuses, reconnu internationalement.
9. Le dispositif de compensation de gorge de type C est installé sous la gorge de la machine-outil et relié au dispositif de détection. Les faibles déformations dues à la force de pliage n'affectent pas la précision de mesure du système, garantissant ainsi la précision de pliage pour des plaques de toute épaisseur et de tout matériau.
10. Le support avant et le guide de doublure facilitent le mouvement.


Système de commande numérique Delem DA66T de niveau international avancé
1. Système d'exploitation WINDOWS® complet, permet un arrêt instantané de la machine ;
2. Sélection de plusieurs langues avec une utilisation conviviale ;
3. Un design à la mode avec un fonctionnement axé sur les personnes ;
4. Structure modulaire intelligente, le système peut être étendu à 24 axes ;
5. Écran LCD couleur TFT 17 pouces, programmation graphique 2D ;
6. Automate programmable intégré pour simplifier la conception des circuits et accroître la fiabilité ;
7. Port USB pour souris, port pour clavier ;

8. Cumul automatique du temps de travail de la machine et des temps de pliage ;
9. Compilation automatique de la procédure de pliage et simulation de pliage ;
10. Zoom libre sur l'apparence de la machine, de l'outil et de la pièce à usiner au taux de 1:1:1 avec format graphique ;
11. Programmation numérique, graphique et autres moyens de matrice, matrice plate, matrice à grand arc, moule à rainures en V multiples, moule à rainures en V variables ;
12, base de données de correction d'angle automatique, table de tolérance de pliage à apprentissage automatique et fonction de détection de collision omnidirectionnelle, élimine les déchets ;
13. Système d'alarme d'erreur pour éviter les dysfonctionnements ;
14. Capacité de mémoire 1 Go
15. Diagnostic à distance ;
16. Logiciel d'analyse spécifique de la machine, surveillance en temps réel ;
17. Un logiciel de programmation hors ligne spécial peut réduire le temps de programmation et augmenter l'efficacité ;
18. système de gestion de fichiers intégré, éditeur de texte ;
19. Fonctionnement en tandem ;
20. Le panneau de commande est équipé d'un arrêt d'urgence, d'un curseur de déplacement manuel et d'une perspective ergonomique.
Système T-3500TCNC
1. Utilisation du système d'exploitation WINDOWS en temps réel, permettant un arrêt instantané ;
Deux options de langue sont disponibles, avec possibilité de configurer l'interface en anglais, pour une utilisation facile ;
3. Un design tendance, facile à utiliser, qui reflète une approche axée sur les personnes ;
4 axes standard, modules supplémentaires, prend en charge jusqu'à six axes ;
5.10 « Écran couleur TFT, écran tactile LCD, multitouch, programmation graphique bidimensionnelle, affichage 3D ;
6 fonctions PLC intégrées, simplification de la conception du circuit, fiabilité accrue ;
7. Interface souris USB, interface clavier ;
8 heures de travail automatiques et temps de pliage ;
9, programmation tactile complète des graphismes numériques et 2D, vue 3D du processus de pliage, compilation automatique du processus de pliage et simulation de pliage ;
10. La forme de la machine, le moule et la pièce sont librement zoomés à 1:1:1 selon les graphiques.

11, programmation numérique, graphique et autres moyens de matrice, matrice plate, matrice à grand arc circulaire, moule à rainures en V multiples, moule à rainures en V variables ;
12. Système d'alarme d'erreur pour éviter les dysfonctionnements ;
13. Capacité de mémoire 1 Go
14. Logiciel d'analyse spécifique de la machine, surveillance en temps réel ;
15. système de gestion de fichiers intégré, éditeur de texte ;
16. Fonctionnement en tandem ;
17. Le panneau de commande est équipé d'un arrêt d'urgence, d'un curseur de déplacement manuel et d'une perspective ergonomique.
Presse plieuse CNC ; presse plieuse CNC ; machine de pliage CNC ; presse plieuse hydraulique CNC ; presse plieuse CNC à vendre ; plieuse CNC ; plieuse hydraulique pour tôles ; machine de pliage hydraulique CNC ; presse plieuse pour tôles CNC ; presse plieuse Accurl à vendre ; plieuse CNC pour métaux ; machine de pliage ; machine de pliage hydraulique CNC ; machine de pliage hydraulique
Système CNC Holland DELEM DA52
1. Utilisation du système d'exploitation WINDOWS en temps réel, permettant un arrêt instantané
2. Sélection de plusieurs langues avec une utilisation conviviale ;
3. Un design à la mode avec un fonctionnement axé sur les personnes ;
4. Structure modulaire intelligente, le système peut étendre les 4 axes de manière flexible
5. Écran LCD TFT 7 pouces ;
6. Automate programmable intégré pour simplifier la conception des circuits et accroître la fiabilité ;
7. Port souris USB, port clavier, port RS232, port PLC de sécurité ;
8. Cumul automatique du temps de travail de la machine et des temps de pliage ;
9. Programmation numérique ;
10. Programmation numérique des moules ;
11. La base de données de correction automatique des angles ;
12. Système d'avertissement d'erreur pour éviter les erreurs de manipulation ;
13, la capacité de mémoire est de 64M ;
14, logiciel d'analyse spécial, surveillance en temps réel ;
15, Fonctionnement en tandem ;
16, le panneau de commande est équipé d'un arrêt d'urgence.

Système CNC Holland DELEM DA53
1. L'utilisation du système d'exploitation DELEM-LINUX permet un arrêt instantané.
2. Sélection de plusieurs langues avec une utilisation conviviale ;
3. Un design à la mode avec un fonctionnement axé sur les personnes ;
4. Structure modulaire intelligente, le système peut étendre les 4 axes de manière flexible
5. Écran LCD TFT 10 pouces ;
6. Automate programmable intégré pour simplifier la conception des circuits et accroître la fiabilité ;
7. Port souris USB, port clavier, port RS232, port PLC de sécurité ;
8. Cumul automatique du temps de travail de la machine et des temps de pliage ;
9. Programmation tactile numérique ;
10. Programmation numérique des moules ;
11. La base de données de correction automatique des angles ;
12. Système d'avertissement d'erreur pour éviter les erreurs de manipulation ;
13, la capacité de mémoire est de 64M ;
14, logiciel d'analyse spécial, surveillance en temps réel ;
15. Système de gestion de fichiers intégré, éditeur de texte
16, Fonctionnement en tandem ;
17, le panneau de commande est équipé d'un arrêt d'urgence.

| Non. | Description | Quantité | Remarque |
| 1 | Fichiers d'opérations | Un ensemble | |
| 2 | Clé à douille hexagonale intérieure | Un ensemble | |
| 3 | Pistolet à graisse | Un numéro. | |
| 4 | Boulon de mise à la terre | Un ensemble | |
| 5 | Vis de réglage | Un ensemble | |
| 6 | Commande au pied | Un numéro. | |
| 7 | Outillage standard | Un ensemble |
1. Huile hydraulique : huile hydraulique anti-usure VG46# importée ; et la masse d'huile requise dépend des spécifications de la machine ;
2. Alimentation : 380 V, 50 Hz, fluctuation de tension 10 % à 5 %
3. Température ambiante : 0 °C - +40 °C
4. Humidité ambiante : humidité relative 20-80 % HR (sans condensation)
5. Tenez-vous à l'écart des sources de fortes vibrations et des interférences électromagnétiques.
6. Peu de poussière, pas de gaz nocifs ou corrosifs
7. Préparer les fondations conformément au plan de fondation
8. Sélectionner le personnel compétent possédant une formation spécifique pour un poste à long terme d'opérateur de machine.
| Non. | Description | Quantité | Remarque |
| 1 | Fichiers d'opérations | Un ensemble | |
| 2 | Clé à douille hexagonale intérieure | Un ensemble | |
| 3 | Pistolet à graisse | Un numéro. | |
| 4 | Boulon de mise à la terre | Un ensemble | |
| 5 | Vis de réglage | Un ensemble | |
| 6 | Commande au pied | Un numéro. | |
| 7 | Outillage standard | Un ensemble |
60T
| Spécification | Unité | PR9 060/2550 | |
| Force de flexion maximale | KN | 600 | |
| Longueur de flexion maximale | mm | 2550 | |
| Distance des colonnes | mm | 2150 | |
| Profondeur de la gorge | mm | 350 | |
| Coup de bélier | mm | 215 | |
| Hauteur fermée | mm | 530 | |
| Vitesse d'approche | mm/s | 200 | |
| Vitesse de travail | mm/s | 18 | |
| Vitesse de retour | mm/s | 200 | |
| Puissance du moteur principal | Kw | 7,5 | |
| Système CNC | Système CNC Holland Delem DA66T ou DA52S ou DA53T ou T-3500T contrôlant les axes Y1, Y2, X, R, Z1, Z2 et le bombage mécanique. | ||
| Capacité du réservoir d'huile | L | 300 | |
| X Axe | Précision | mm | ±0,1 |
| Accident vasculaire cérébral | mm | 500 | |
| Vitesse | mm/s | 400 | |
| Pouvoir | Kw | 0,85 | |
| R Axe | Précision | mm | ±0,1 |
| Accident vasculaire cérébral | mm | 200 | |
| Vitesse | mm/s | 200 | |
| Pouvoir | Kw | 0,85 | |
| Z1,Z2 Axe | Précision | mm | ±0,1 |
| Accident vasculaire cérébral | mm | 1250 | |
| Vitesse | mm/s | 1200 | |
| Pouvoir | Kw | 0,75 | |
| Dimension du contour | Longueur | mm | 3400 |
| Largeur | mm | 1400 | |
| Hauteur | mm | 2510 | |
100T
| Spécification | Unité | PR9 100/3100 | PR9 100/4100 | |
| Force de flexion maximale | KN | 1000 | 1000 | |
| Longueur de flexion maximale | mm | 3100 | 4100 | |
| Distance des colonnes | mm | 2700 | 3700 | |
| Profondeur de la gorge | mm | 420 | 420 | |
| Coup de bélier | mm | 265 | 265 | |
| Hauteur fermée | mm | 530 | 530 | |
| Vitesse d'approche | mm/s | 220 | 220 | |
| Vitesse de travail | mm/s | 17 | 13 | |
| Vitesse de retour | mm/s | 220 | 150 | |
| Puissance du moteur principal | Kw | 15 | 11 | |
| Système CNC | Système CNC Holland Delem DA66T ou DA52S ou DA53T ou T-3500T contrôlant les axes Y1, Y2, X, R, Z1, Z2 et le bombage mécanique. | |||
| Capacité du réservoir d'huile | L | 350 | 500 | |
| X Axe | Précision | mm | ±0,1 | ±0,1 |
| Accident vasculaire cérébral | mm | 500 | 500 | |
| Vitesse | mm/s | 400 | 400 | |
| Pouvoir | Kw | 0,85 | 0,85 | |
| R Axe | Précision | mm | ±0,1 | ±0,1 |
| Accident vasculaire cérébral | mm | 200 | 200 | |
| Vitesse | mm/s | 200 | 200 | |
| Pouvoir | Kw | 0,85 | 0,85 | |
| Z1,Z2 Axe | Précision | mm | ±0,1 | ±0,1 |
| Accident vasculaire cérébral | mm | 1850 | 2800 | |
| Vitesse | mm/s | 1200 | 1200 | |
| Pouvoir | Kw | 0,75 | 0,75 | |
| Dimension du contour | Longueur | mm | 3450 | 4450 |
| Largeur | mm | 1600 | 1600 | |
| Hauteur | mm | 2750 | 2710 | |
150T
| Spécification | Unité | PR9 150/3100 | PR9 150/4100 | |
| Force de flexion maximale | KN | 1500 | 1500 | |
| Longueur de flexion maximale | mm | 3100 | 4100 | |
| Distance des colonnes | mm | 2700 | 3700 | |
| Profondeur de la gorge | mm | 420 | 420 | |
| Coup de bélier | mm | 265 | 265 | |
| Hauteur fermée | mm | 530 | 530 | |
| Vitesse d'approche | mm/s | 180 | 180 | |
| Vitesse de travail | mm/s | 11 | 11 | |
| Vitesse de retour | mm/s | 150 | 150 | |
| Puissance du moteur principal | Kw | 15 | 15 | |
| Système CNC | Système CNC Holland Delem DA66T ou DA52S ou DA53T ou T-3500T contrôlant les axes X, Y1, Y2, R, Z1, Z2 et le bombage mécanique. | |||
| Capacité du réservoir d'huile | L | 440 | 600 | |
| Nombre de réservoirs à mazout | Non. | 3 | 4 | |
| X Axe | Précision | mm | ±0,10 | ±0,1 |
| Accident vasculaire cérébral | mm | 500 | 500 | |
| Vitesse | mm | 500 | 400 | |
| Pouvoir | kw | 0,85 | 0,85 | |
| R Axe | Précision | mm | ±0,10 | ±0,1 |
| Accident vasculaire cérébral | mm | 200 | 200 | |
| Vitesse | mm | 200 | 200 | |
| Pouvoir | kw | 0,85 | 0,85 | |
| Z1,Z2 Axe | Précision | mm | ±0,10 | ±0,1 |
| Vitesse | mm | 1200 | 1200 | |
| Accident vasculaire cérébral | mm | 1850 | 2800 | |
| Pouvoir | kw | 0,75 | 0,75 | |
| Dimension du contour | Longueur | mm | 3470 | 4470 |
| Largeur | mm | 1720 | 1720 | |
| Hauteur | mm | 2700 | 2710 | |
PR9 060
| Non. | Nom | Modèle | Marque | |
| 1 | Système CNC | Système CNC DA66T/T-3500T/DA52S ou DA53T | Hollande DELEM | |
| 2 | servomoteur | ECMA-E21315RS/SGM7G-09AFC61 | DELTA OU YASAKAW | |
| 3 | Servomoteur | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA OU YASAKAW | |
| 4 | Système hydraulique | Système électro-hydraulique | Allemagne Bosch-Rexroth ou Allemagne HOERBIGER | |
| Ensemble de commande de synchronisation | a. soupape de pression | |||
| b. vanne active | ||||
| c. servovalve proportionnelle, etc. | ||||
| ensemble de commande hydraulique | a. valve à cartouche | |||
| b. soupape de pression proportionnelle | ||||
| c. vanne de sélection | ||||
| d. soupape de décompression proportionnelle | ||||
| e. soupape de pression, etc. | ||||
| 5 | Voie de guidage linéaire | 35A---760L OU 35E-760L | THK OU PMI | |
| 6 | vis à billes | 25/20-1000L ou R25/20-880/1000 | THK OU PMI | |
| 7 | Pompe à huile | PGH3-2X/016RE071VU2 | Allemagne Rexroth | |
| 8 | Jeu complet de bagues d'étanchéité pour cylindre d'huile | PARKER ÉTATS-UNIS | PARKER ÉTATS-UNIS | |
| 9 | Ensemble complet de canalisations haute pression | 1.GE16 ZSR 3/4EDCF | Joint de tuyauterie PARKER (États-Unis), joint de tuyauterie EO-2 ou joint de tuyauterie VOSS (Allemagne). | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3. W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF etc. | ||||
| 10 | Couplage | R38 25/42 | Allemagne KTR | |
| 11 | contacteur CA | LC1-D1810B7, LC1-D0910B7N etc. | Schneider | |
| 12 | Interrupteur de proximité | TP-SM5P2 etc. | TENDRE | |
| 13 | Câble terminal | UK2.5B, UK10N etc. | Phénix | |
| 14 | Bouton | XB2-BVB3LC etc. | Schneider | |
| 15 | Peinture | Hollande SIKKENS | ||
| 16 | Couronnement | Marque nationale (standard) | SREE/UNION | |
| 17 | Couronnement | Importé (option) | VILLA | |
| 18 | partisan du Front | standard | JFY | |
PR9 100
| Non. | Nom | Modèle | Marque | |
| 1 | Système CNC | Système CNC DA66T, DA52S, DA53T ou T-3500T | Hollande DELEM | |
| 2 | servomoteur | ECMA-E21315RS/SGM7G-09AFC61 | DELTA OU YASAKAW | |
| 3 | Servomoteur | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA OU YASAKAW | |
| 4 | Système hydraulique | Système électro-hydraulique | Allemagne Bosch-Rexroth ou Allemagne HOERBIGER | |
| Ensemble de commande de synchronisation | a. soupape de pression | |||
| b. vanne active | ||||
| c. servovalve proportionnelle, etc. | ||||
| ensemble de commande hydraulique | a. valve à cartouche | |||
| b. soupape de pression proportionnelle | ||||
| c. vanne de sélection | ||||
| d. soupape de décompression proportionnelle | ||||
| e. soupape de pression, etc. | ||||
| 5 | Voie de guidage linéaire | 35A-760L OU 35E-760L | THK OU PMI | |
| 6 | vis à billes | 20/25-880/1000 OU R25/20-880/1000 | THK OU PMI | |
| 7 | Pompe à huile | PGH4-3X/032RE071VU2 | Allemagne Rexroth | |
| IPVAP5-32 | Allemagne VOITH | |||
| HQI3-32 | Allemagne Eckerle | |||
| 8 | Jeu complet de bagues d'étanchéité pour cylindre d'huile | PARKER ÉTATS-UNIS | PARKER ÉTATS-UNIS | |
| 9 | Ensemble complet de canalisations haute pression | 1.GE16 ZSR 3/4EDCF | Joint de tuyauterie PARKER (États-Unis), joint de tuyauterie EO-2 ou joint de tuyauterie VOSS (Allemagne). | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3. W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF etc. | ||||
| 10 | Couplage | R38 25/42 | Allemagne KTR | |
| 11 | contacteur CA | LC1-D1810B7, LC1-D0910B7N etc. | Schneider | |
| 12 | Interrupteur de proximité | TP-SM5P2 etc. | TENDRE | |
| 13 | Câble terminal | UK2.5B, UK10N etc. | Phénix | |
| 14 | Bouton | XB2-BVB3LC etc. | Schneider | |
| 15 | Peinture | KAILÉDI | ||
| 16 | Couronnement | Marque nationale (standard) | SREE/UNION | |
| 17 | Couronnement | Importé (option) | VILLA | |
| 18 | partisan du Front | standard | JFY | |
PR9 150
| Non. | Nom | Modèle | Marque | |
| 1 | Système CNC | Système CNC DA66T, DA52S, DA53T ou T-3500T | Hollande DELEM | |
| 2 | servomoteur | ECMA-E21315RS/SGM7G-09AFC61 | DELTA OU YASAKAW | |
| 3 | Servomoteur | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA OU YASAKAW | |
| 4 | Système hydraulique | Système électro-hydraulique | Allemagne Bosch-Rexroth | |
| Ensemble de commande de synchronisation | a. soupape de pression | |||
| b. vanne active | ||||
| c. servovalve proportionnelle, etc. | ||||
| ensemble de commande hydraulique | a. valve à cartouche | |||
| b. soupape de pression proportionnelle | ||||
| c. vanne de sélection | ||||
| d. soupape de décompression proportionnelle | ||||
| e. soupape de pression, etc. | ||||
| 5 | Voie de guidage linéaire | 35A-760L OU 35E-760L | THK OU PMI | |
| 6 | vis à billes | 20/25-880/1000 OU R25/20-880/1000 | THK OU PMI | |
| 7 | Pompe à huile | PGH4-3X/032RE071VU2 | Allemagne Rexroth | |
| IPVAP5-32 | Allemagne VOITH | |||
| HQI3-32 | Allemagne Eckerle | |||
| 8 | Jeu complet de bagues d'étanchéité pour cylindre d'huile | PARKER ÉTATS-UNIS | PARKER ÉTATS-UNIS | |
| 9 | Ensemble complet de canalisations haute pression | 1.GE16 ZSR 3/4EDCF | Joint de tuyauterie PARKER (États-Unis), joint de tuyauterie EO-2 ou joint de tuyauterie VOSS (Allemagne). | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3. W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF etc. | ||||
| 10 | Couplage | R38 25/42 | Allemagne KTR | |
| 11 | contacteur CA | LC1-D1810B7, LC1-D0910B7N etc. | Schneider | |
| 12 | Interrupteur de proximité | TP-SM5P2 etc. | TENDRE | |
| 13 | Câble terminal | UK2.5B, UK10N etc. | Phénix | |
| 14 | Bouton | XB2-BVB3LC etc. | Schneider | |
| 15 | Peinture | KAILÉDI | ||
| 16 | Couronnement | Marque nationale (standard) | SREE/UNION | |
| 17 | Couronnement | Importé (option) | VILLA | |
| 18 | partisan du Front | standard | JFY | |
Presse plieuse CNC ; presse plieuse CNC ; machine de pliage CNC ; presse plieuse hydraulique CNC ; presse plieuse CNC à vendre ; plieuse CNC ; plieuse hydraulique pour tôles ; machine de pliage hydraulique CNC ; presse plieuse pour tôles CNC ; presse plieuse Accurl à vendre ; plieuse CNC pour métaux ; machine de pliage ; machine de pliage hydraulique CNC ; machine de pliage hydraulique
