



Robot manipulateur indépendant flexible
Manipulateur indépendant :
Le manipulateur indépendant est adapté aux presses de puissance moyenne.
Ce manipulateur est actionné par deux servomoteurs, et la suspension du bras ainsi que la barre principale sont actionnées par des servomoteurs pour transférer les pièces entre les stations.
La distance entre chaque bras est égale à la distance entre les stations.
Le bras de préhension se déplace le long de la barre principale dans la direction X, d'un espacement de station, pour déplacer la pièce d'une station à l'autre, améliorant ainsi le degré d'automatisation.
Le profilé en aluminium du bras d'aspiration comporte une rainure et le bras peut être ajusté en fonction de la taille de la pièce à usiner.
Le matériau est saisi par une ventouse ; la queue est équipée d'un cadre de sécurité ; des dispositifs d'alarme sonore et lumineuse ainsi que d'autres mesures de sécurité sont présents. Chaque bras du manipulateur est équipé d'un capteur de détection.
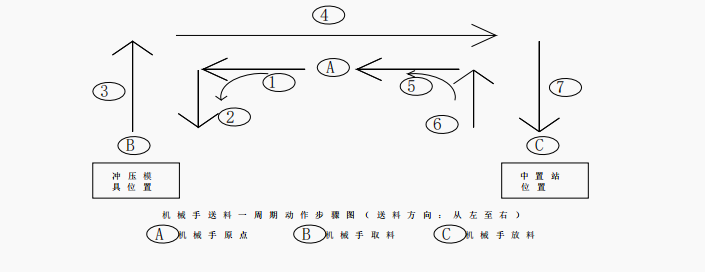
Le bras de préhension se déplace vers la gauche à partir de la position d'origine A ~ descend au point B en passant par ① et ② (le moule de poinçonnage saisit le produit) ~ remonte en passant par ③ et
④ se déplace vers la droite ~ ⑦ descend pour placer le produit sur la station centrale C ~ monte à travers ⑥ et se déplace vers la gauche à travers ⑤ pour revenir à l'origine A. Voir la figure ci-dessous pour plus de détails.
Parmi eux, ①~②, ⑥~⑤ peuvent exécuter des courbes d'arc grâce à un paramétrage permettant de gagner du temps et d'améliorer le rythme de traitement.
| Direction du transfert | Transfert de gauche à droite (voir schéma pour plus de détails) |
| Hauteur de la ligne d'alimentation en matériaux | À déterminer |
| Méthode de fonctionnement | Interface homme-machine couleur |
| Course de l'axe X avant l'opération | 2000 mm |
| Course de levage de l'axe Z | 0~120 mm |
| Mode de fonctionnement | Avance par à-coups/simple/automatique (opérateur sans fil) |
| Précision du positionnement répété | ±0,2 mm |
| Méthode de transmission du signal | Communication réseau ETHERCAT |
| Charge maximale par bras d'aspiration | 10 kg |
| Dimensions de la feuille de transfert (mm) | Feuille unique Max : 900 600 Min : 500 500 |
| Méthode de détection de la pièce | Détection par capteur de proximité |
| Nombre de bras d'aspiration | 2 ensembles/unité |
| Méthode d'aspiration | Aspiration par le vide |
| Rythme de fonctionnement | Temps de chargement manuel mécanique d'environ 7 à 11 pièces/min (les valeurs spécifiques dépendent de la presse électrique, de l'adaptation du moule et du réglage SPM de la presse électrique, ainsi que de la vitesse de rivetage manuel). |
