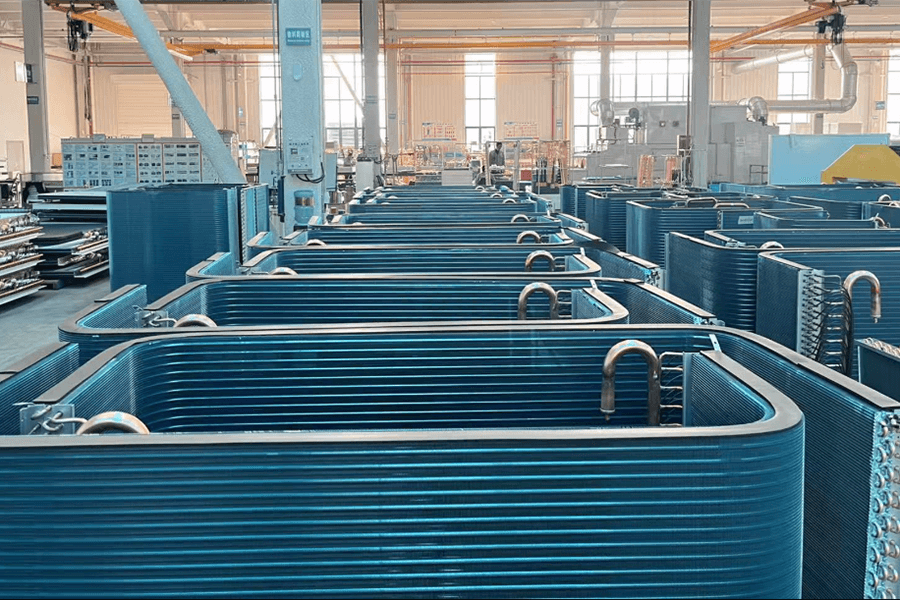
Traitement des tubes en cuivre des serpentins d'échangeur de chaleur :
Chargement de tubes en cuivre
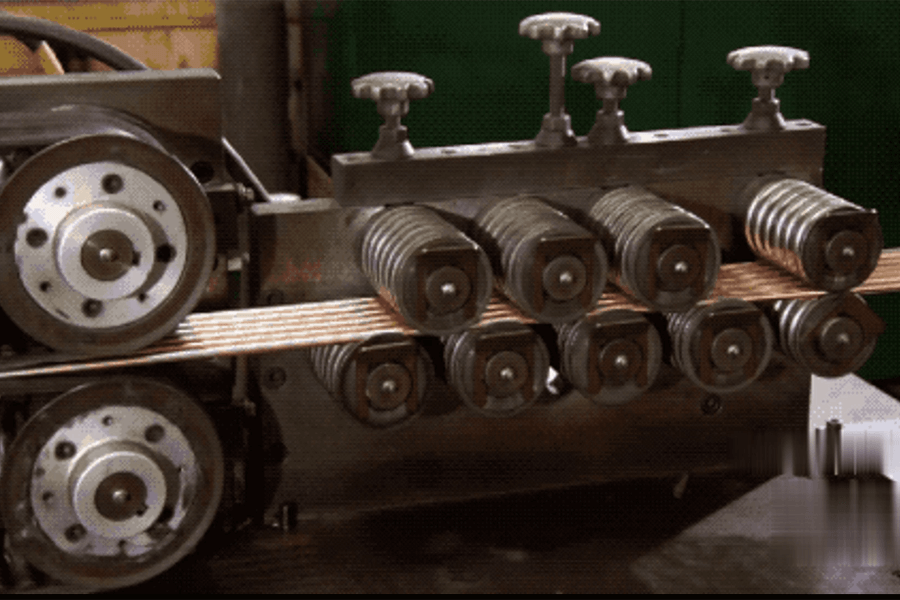
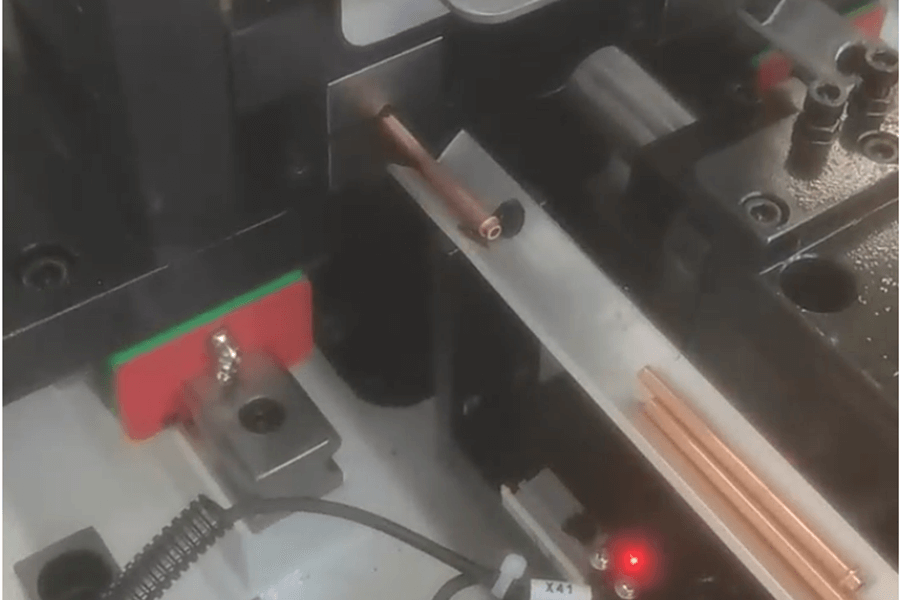
Redressement des tubes de cuivre courbés
Cintrage du tube : Cintrage d'un tube de cuivre en forme de long U à l'aide d'une cintreuse à épingle à cheveux
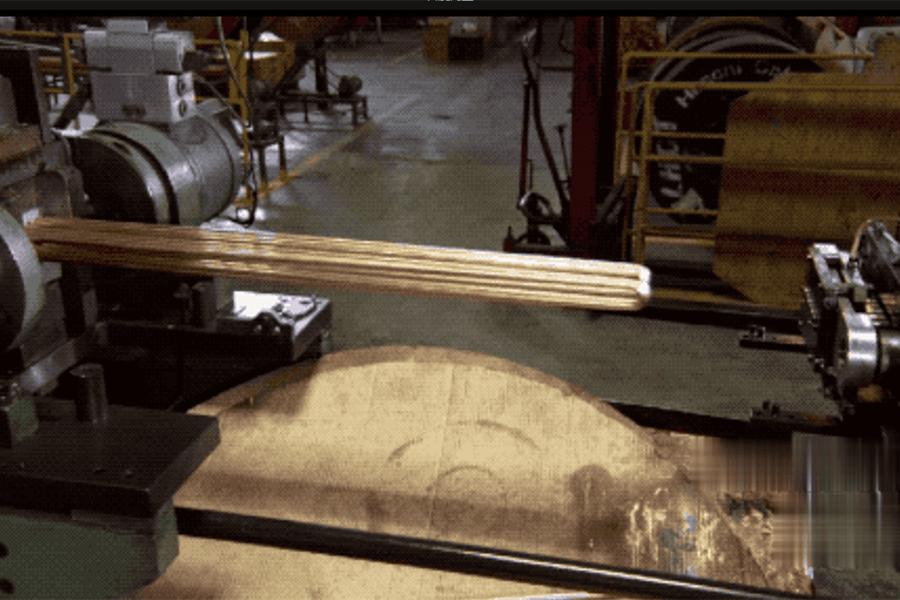
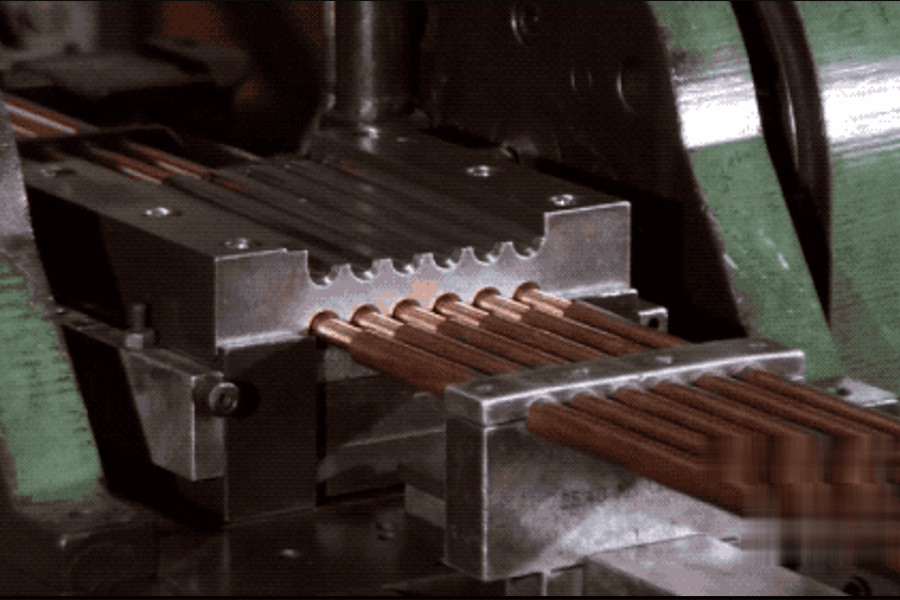
Redressage et coupe de tubes : redresser et couper les tubes sans les abîmer à l’aide d’une machine à couper les tubes ; couper les tubes à la longueur voulue.

Traitement des ailettes en aluminium du serpentin de l'échangeur de chaleur :
Chargement des ailettes en aluminium
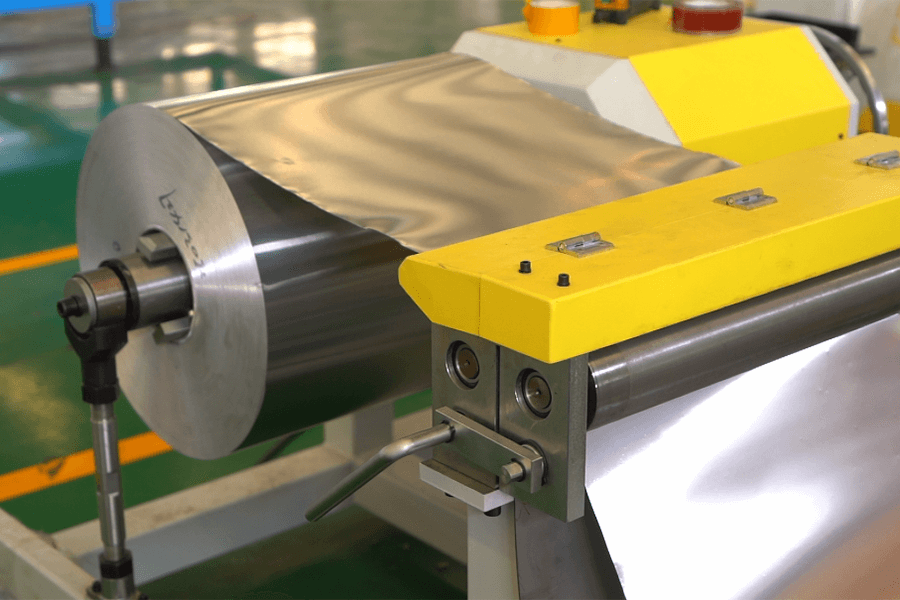
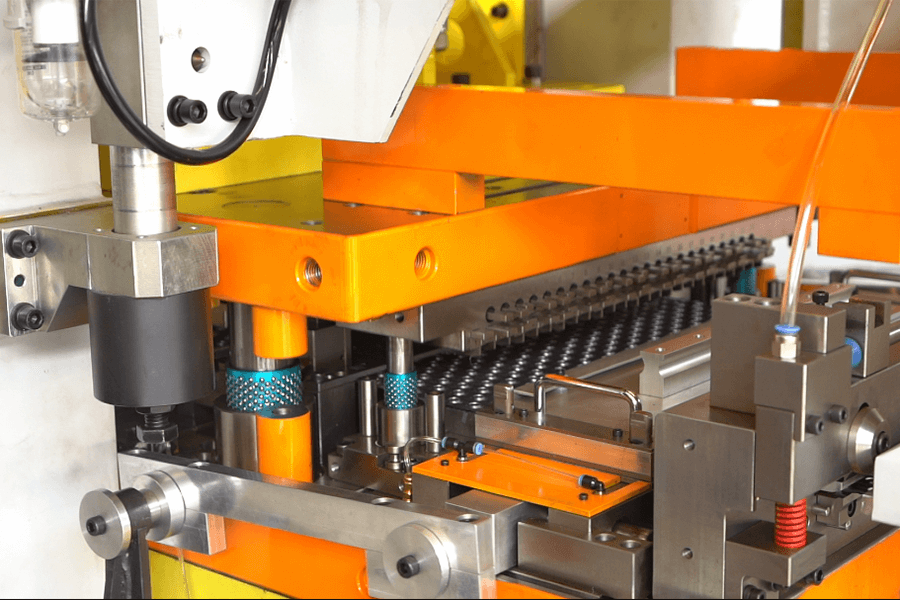
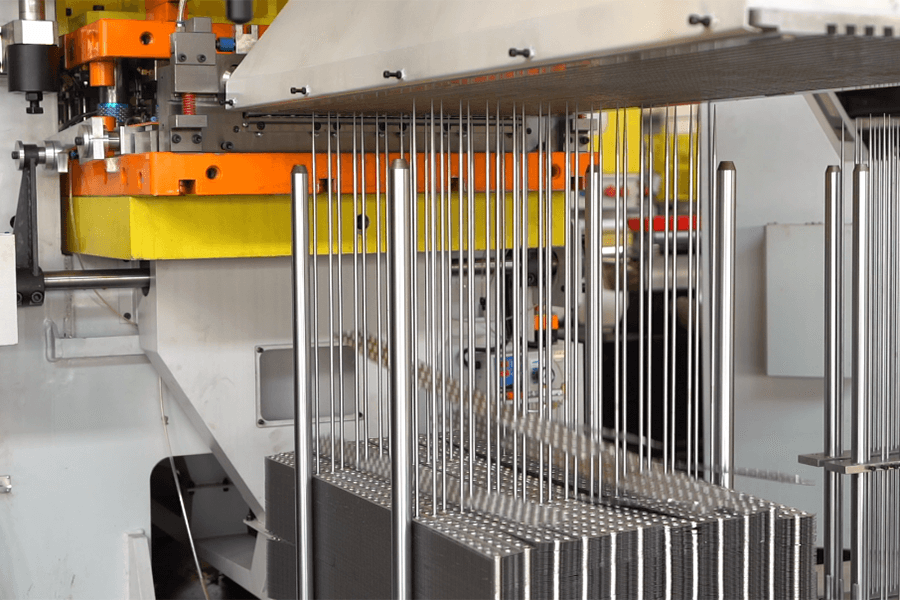
Estampage : La presse à ailerons transforme la feuille d'aluminium en ailerons grâce à la ligne de presse à ailerons.
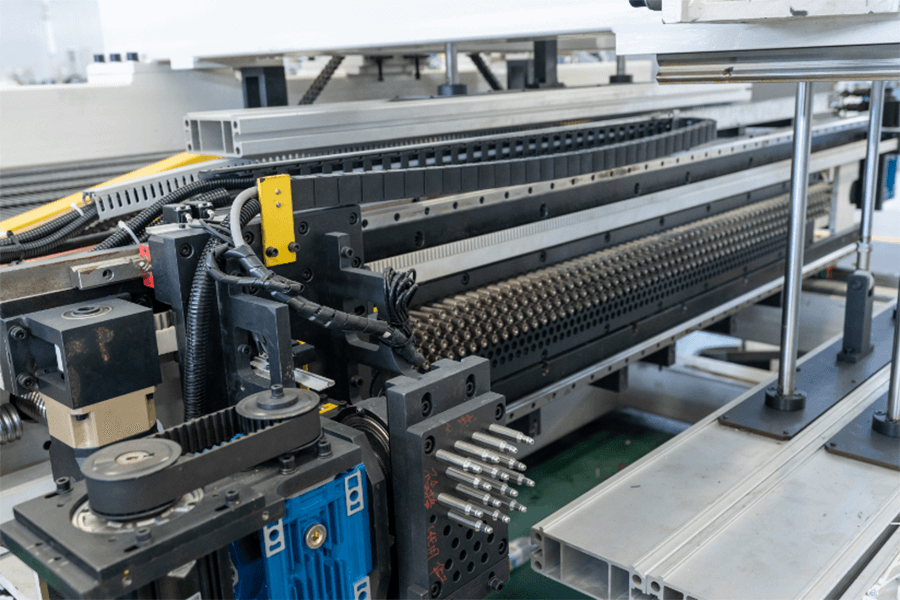
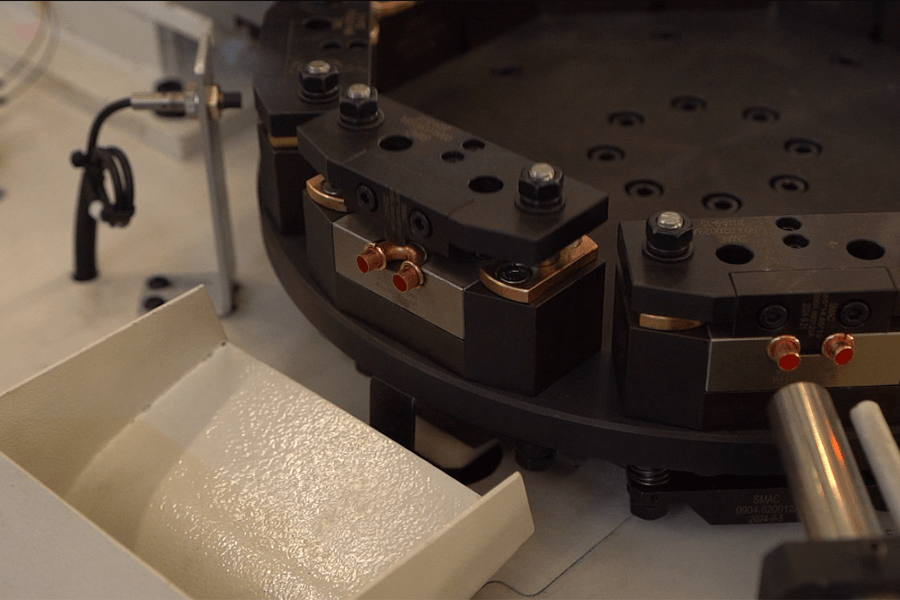
Insertion du tube : Insérer le long tube en cuivre d’échange thermique en forme de U dans les ailettes empilées manuellement ou automatiquement à l’aide de la ligne d’insertion automatique de tubes de SMAC.

Expansion : Le tube de cuivre et les ailettes sont dilatés ensemble pour un ajustement parfait, achevant ainsi la formation du serpentin de l'échangeur de chaleur.

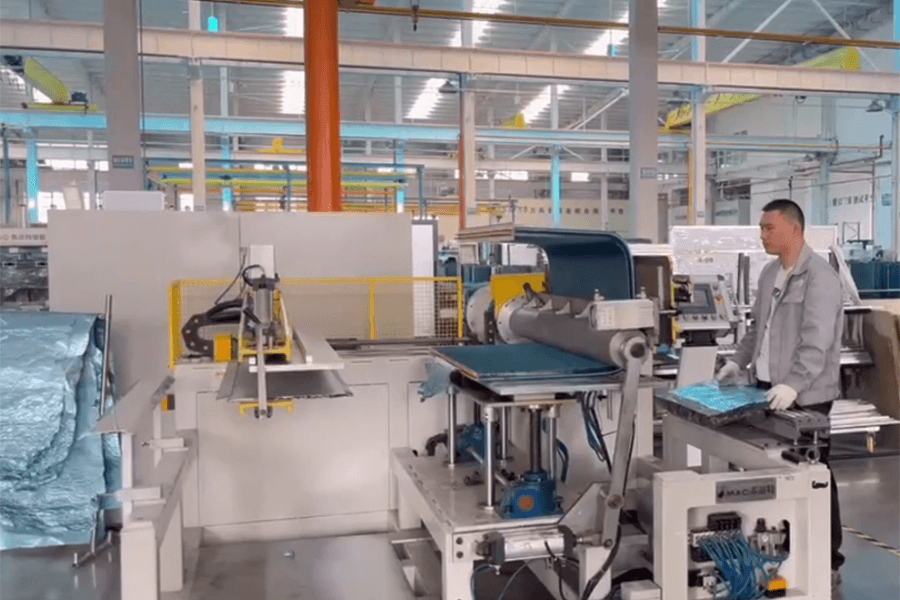
Cintrage : Cintrage du serpentin de l’échangeur de chaleur en configurations en L ou en G pour l’adapter au boîtier du climatiseur à l’aide d’une cintreuse de serpentins
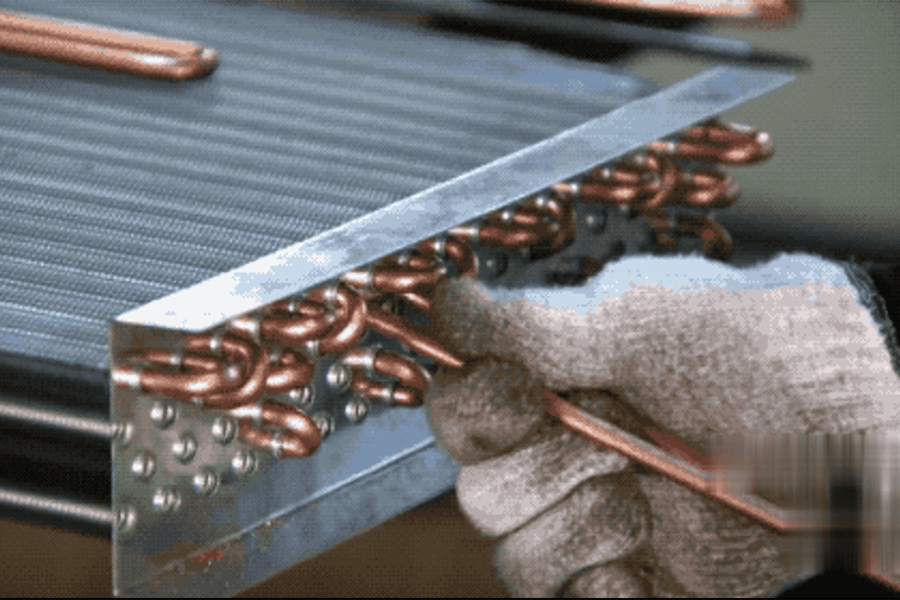
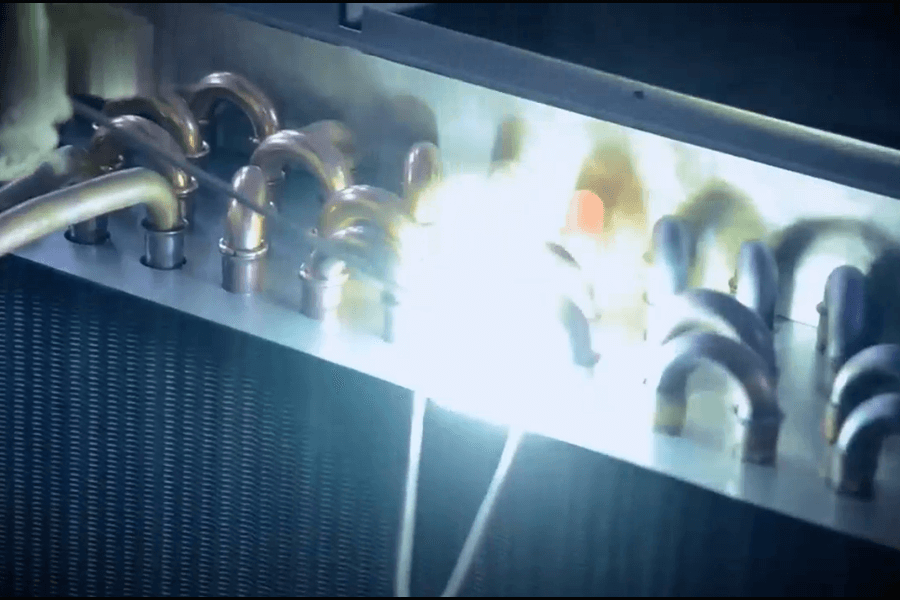
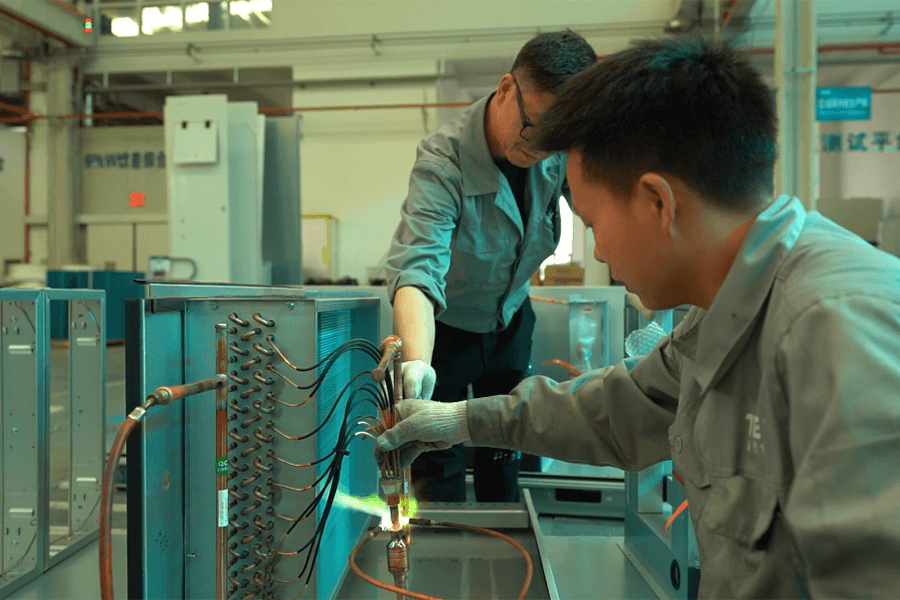
Soudage : Soudage des petits coudes en U réalisés par cintreuse à retour, conformément à la conception du flux.
Test d'étanchéité : remplissage de l'échangeur de chaleur soudé avec de l'hélium, maintien de la pression pour détecter les fuites.
Date de publication : 25 juillet 2025